
- ��IC�ؼ���
��ҵ����
- ���֤����

- ��Ա���ͣ���ͨ��Ա
- ���Ļ�

- �绰��021-51082259
- �ֻ���13816688343
- ��ַ����ɳ������·712�Ŷ��棨����31��
- ���棺021-50921725
- E-mail��soyipower@163.com



��Ʒ��Ϣ
�����ԴӦ����ҵ
��ӹ���ҵ�����õ绯ѧ�ӹ��ܽ������缫���е�ȥ���Լӹ���һ�����ڼӹ�Ӳ�ȽϸߵĹ�������ϵ�ӹ�Ч�ʺ���ߺܶ࣬����һ�����˵ļӹ����ա�
�����ҵ�������Դ�������ƹ����У���������ͨʱ������(��ֵ)�����൱����ֱͨ�������ļ���������ʮ�����������˲ʱ�ߵ����ܶ�ʹ���������ڼ��ߵĹ���λ�»�ԭ���Ӷ�ʹ�����㾧����ϸ���������ض�ʱ�������������ŵ������ָֻ�����ʼŨ�ȣ�Ũ�����������������һ������ͬ�ڼ���ʹ�øߵ�����(��ֵ)�����ܶȣ�ͬʱ�ض����ڻ����жԳ������������ؽᾧ�����Ѹ������������Ĺ���ͬ���Եعᴩ������ƹ��̵�ʼĩ�������������Ļ��������������ƵĻ���ԭ����ʵ��֤���������Դ��ϸ���ᾧ�����ƶƲ�������ѧ���ܣ���Լ���ؽ����ȷ���ȴ�ͳֱ��������Ų��ɱ������Խ�ԡ�˫�����Դ�ķ���������������ܽ�ʹ���������������Ũ��Ѹ�ٻ�������������������������ʹ�øߵ���������ܶȣ�����Ʋ����ܡ���������϶�ʵͣ�˫�����Դ�ķ����������������ʹ�Ʋ����л����ʣ������������ļи������٣�����Ʋ㴿�ȸߣ�����ɫ����ǿ��
����ȥë����ҵ�������ȥë����ҵ֮����Ӧ�������Դ����Ҫԭ��������ֱͨ����Դ���������������ȥë�̣�ʹ���������Դ��ʱ������ض�ʱ�������ڹ����������Һ֮����һ��Ũ�Ȼ�ԭ�Ĺ��̣�����Ũ����������������⡣��������Ĺ�������һ�����˫�����ԴЧ�����á�
������ҵ��һһ���ܣ����������紹ѯ��
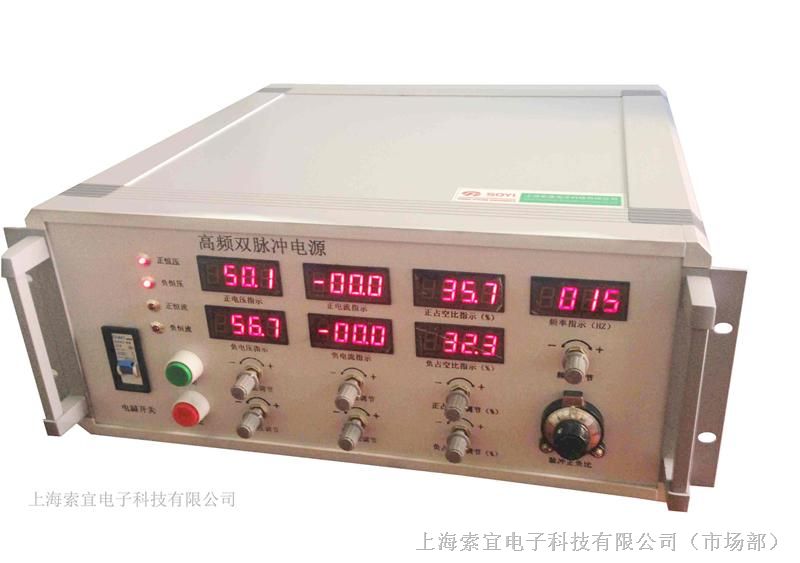
˫�����Դ���
˫�����Դ�е��������˫�����������Դ�����ö��صĵ��Ƽ��������ֻ����ơ��������忪�����ȣ�T+���������忪��ʱ����ȣ�T-���ɷֱ���ȫ�����ڵ��ڡ������������ѹ���ڡ������������ѹ���ɶ������ڡ���������ͨʱ������(��ֵ)�����൱����ֱͨ�������ļ���������ʮ�����������˲ʱ�ߵ����ܶ�ʹ���������ڼ��ߵĹ���λ�»�ԭ���Ӷ�ʹ�����㾧����ϸ���������ض�ʱ�������������ŵ������ָֻ�����ʼŨ�ȣ�Ũ�����������������һ������ͬ�ڼ���ʹ�øߵ�����(��ֵ)�����ܶȣ�ͬʱ�ض����ڻ����жԳ������������ؽᾧ�����Ѹ�������
˫�����Դ��������
�ͺ�/Ʒ��
SOYI-����ѹ����ѹ����DM
����
������ѹ+����ѹ��*����VA
��·��ʽ
IGBT/PWM
���ƶ�
��ť����
��������
����
һ�����/��������
��ѹ
AC 220V/380V��15%
Ƶ��
50HZ/60HZ��3HZ
ֱ�����
������
�������������(ʱ��1S�ڣ�
�������
DC 0-�������ֵ �����ɵ�
�����ѹ
DC 0-�������ѹ��ֵ �����ɵ�
�������
����
�������
��������: ��1%
��ѹ����: ��1%
Ƶ��
50HZ-5000HZ/1KHZ-20KHZ/20-40KHZ�����ɵ�
ռ�ձ�
��0-70% ��30%��һ������������
��ʾ������
����ѹ
������
Ƶ��ֵ
��ռ�ձ�ֵ
����ѹ
������
��ռ�ձ�ֵ
����ģʽ
����ģʽ
��ѹģʽ
���״̬
����ʱ����ѹ�渺�ر仯���仯
��ѹʱ�������渺�ر仯���仯
����ʪ��
�Q90%
�����ȶ���
��1%
������
�������س�ʱ�乤��
����
����ָʾ
�����
������
�й��أ���������ѹ����ѹ�����������ȣ�ȱ�ౣ��.
���ؼ�
��Դ���ء�����/ֹͣ������/Զ��
����
-10��-45��
��ȴ��ʽ
ǿ�ȷ���